
language





Multiple Sizes Step Beam Roll Forming Machine



The step beam is a type of beam used in rack systems, characterized by its L-shaped profile. It is typically made from 1.5-2.0mm thick hot-rolled steel or cold-rolled steel. The load-bearing and support capacity of the Step Beam increase with its height. Often, the choice of Step Beam thickness and maximum dimensions is determined by customer requirements. Our machine features an automatic adjustment function, allowing for the production of multiple sizes efficiently.
Flow chart
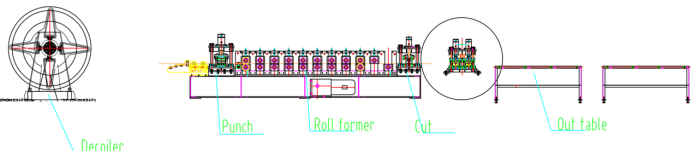
Decoiler-Guiding-Leveler-Pre Punching-Roll former-Welder-Hydraulic cut-Out table
Hydraulic decoiler
We install a press-arm on the decoiler to press the steel coil when replacing the coil, which prevents the steel coil from unexpectedly unwinding and potentially causing harm to workers. Additionally, we have incorporated protective iron-leaves to prevent the steel coil from slipping during the unwinding process. This design ensures the safety of both workers and the integrity of the steel coil and the machine.
Guiding&Leveler

The steel coil then passes through four guiding rollers, ensuring that it remains on the same centerline as the machines, preventing any bending of the profiles. As step beams play a critical role in bearing loads, they must remain free from distortion. Notably, multiple guiding rollers are placed throughout the entire roll forming line. Following this, the steel coil enters the leveling machine, which eliminates irregularities in the coil, enhancing both its flatness and parallelism. This process significantly improves the overall quality of both the steel coil and the step beam produced.a
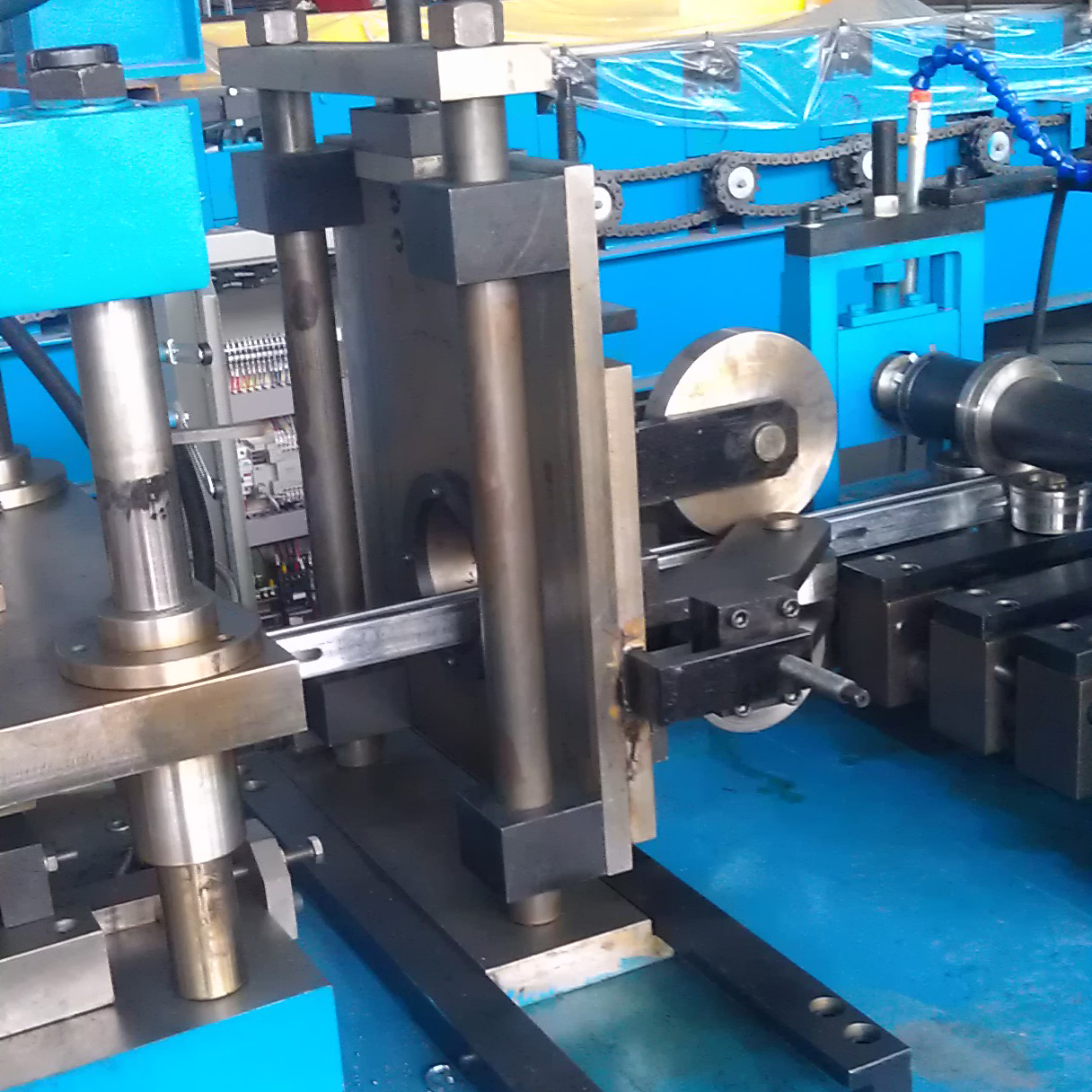
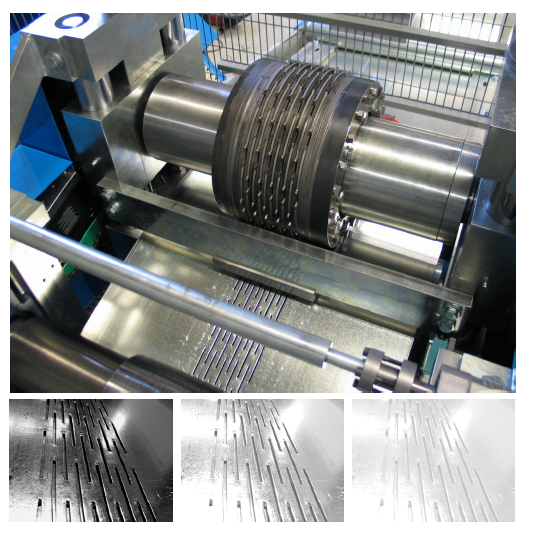
Pre Punching & Hydraulic cutting

Before the forming process, the steel coil are punched a notch on both sides. These notches gradually converge during the roll forming process, eventually merging into a rectangular hole. During the cutting process, the hydraulic cutting blade descends vertically through this hole to cut the step beam. This explains why there is no bending at the ends of the step beam, even though it is a closed shape.
Additionally, we can also provide another cutting method, which is saw cutting. Saw cutting tends to be a bit slower and require blade replacement. However, it delivers more superior cutting results than traditional hydraulic cutting. Therefore, we've innovatively introduced a notching technique to enhance the efficiency of hydraulic cutting. We will provide the best cutting solution based on customer needs and our professional experience.
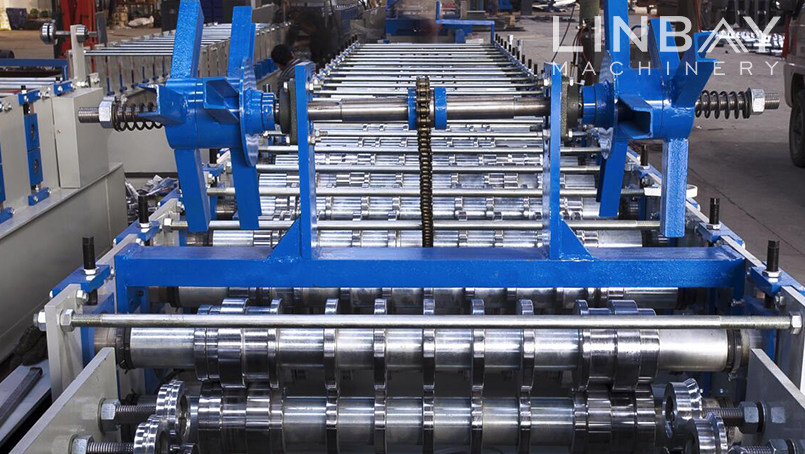
Roll former

The steel coil with notches then proceeds to the roll forming machine, which can produce various sizes of step beams with heights ranging from 70mm to 140mm. Furthermore, precise control of the left and right roll forming stations is achieved through PLC and encoders, ensuring that both sides move together in perfect synchronization. This design guarantees that the centerline of the steel coil and machines remains stable, resulting in superior straightness and alignment for the produced step beams.
By moving the forming station, the force point of the steel coil was changed, ultimately achieving multi-size production.

For every 10mm of height of the largest step beam required to be produced, the diameter of the key forming roller must also be increased by 10mm. This is also one of the factors that affects the price of the machine, because the material used for the rollers will increase.
Welder
 Step beams are roll formed from a flat steel coil, gradually taking on a closed shape. To ensure safe load-bearing capabilities in shelf systems, the closed interface should be kept for a long time and should not open. So welding at the seam is crucial. After roll forming, we have a welding machine welded at approximately 10 cm intervals, we call it spot welder. This device saves on solderer labor costs for our customers.
Step beams are roll formed from a flat steel coil, gradually taking on a closed shape. To ensure safe load-bearing capabilities in shelf systems, the closed interface should be kept for a long time and should not open. So welding at the seam is crucial. After roll forming, we have a welding machine welded at approximately 10 cm intervals, we call it spot welder. This device saves on solderer labor costs for our customers.
Additionally, we also offer a full welding configuration for enhanced welding quality, which we will discuss further. We will give you the best welding solution based on professional experience and customer needs.
Through our PLC control system, step beams can be cut to any length and quantity. With encoders in the roll forming line, the length cutting is extremely precise, within an error of 0.5mm, minimizing any waste due to inaccurate cutting.
Finally, the step beam is transported to the out table after hydraulic cutting.

Description:
This step beam roll forming production line was installed in Mexico, 2016, using a flying saw cut and cooling system. It produces three sizes in one machine by changing sleeves manually.

|
Pallet Rack Step beam Roll Forming Machine |
||
|
Machinable Material : |
A) Galvanized Coil |
Thickness(MM):1.5-2.0 |
|
B) PPGI |
||
|
C) Cold-rolled Steel |
||
|
D) Stainless Steel |
||
|
E) Aluminum |
||
|
F) Carbon steel |
||
|
Yield strength : |
250 - 350 Mpa |
|
|
Tensil stress : |
350 Mpa-500 Mpa |
|
|
Nominal forming speed(M/MIN) |
10-20 |
* Or according to your requirement |
|
Forming station : |
26 |
* According to your profile drawings |
|
Decoiler : |
Hydraulic decoiler |
* Double head decoiler (Optional) |
|
Main machine motor brand : |
Sino-Germany Brand |
* Siemens (Optional) |
|
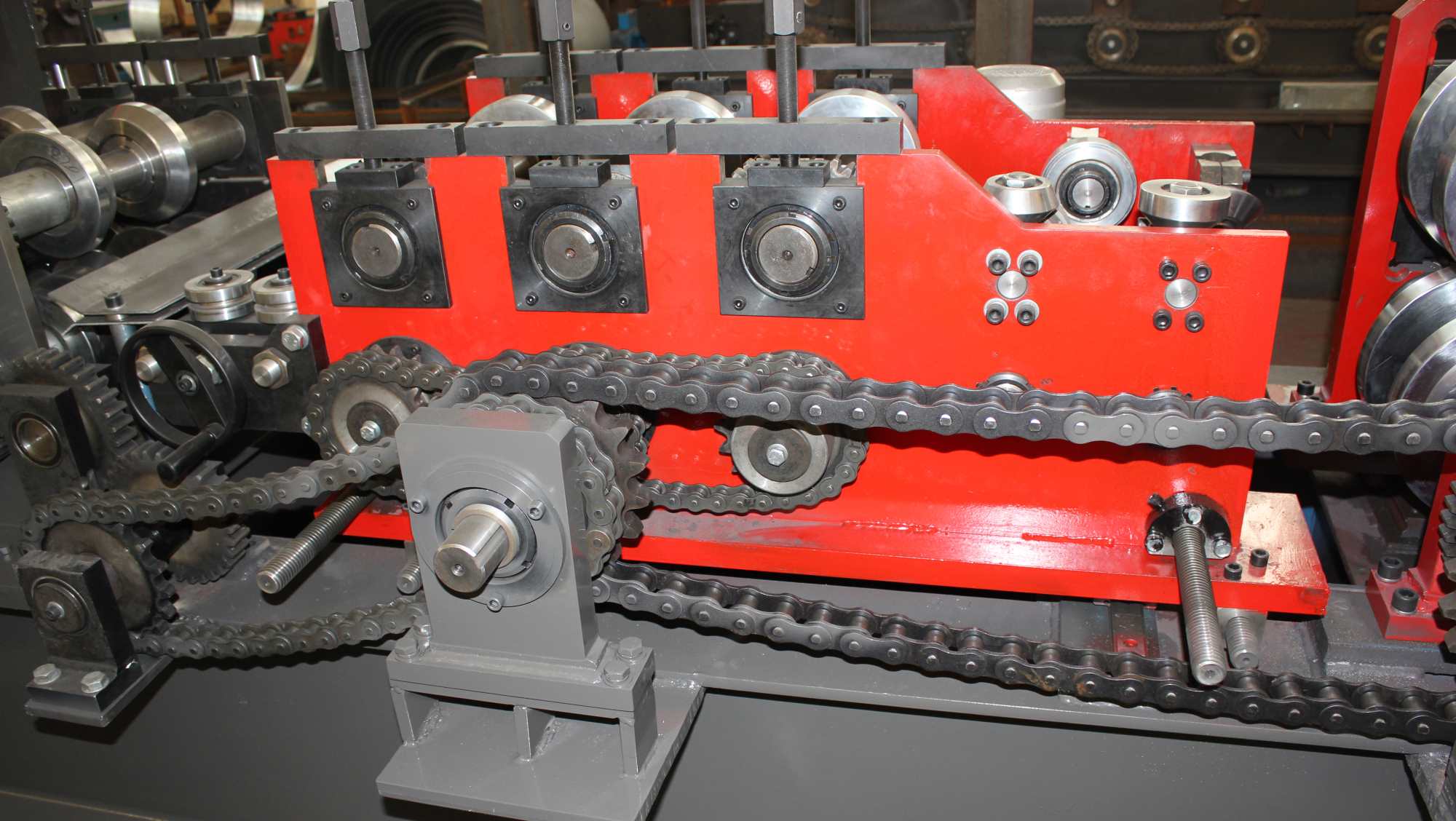
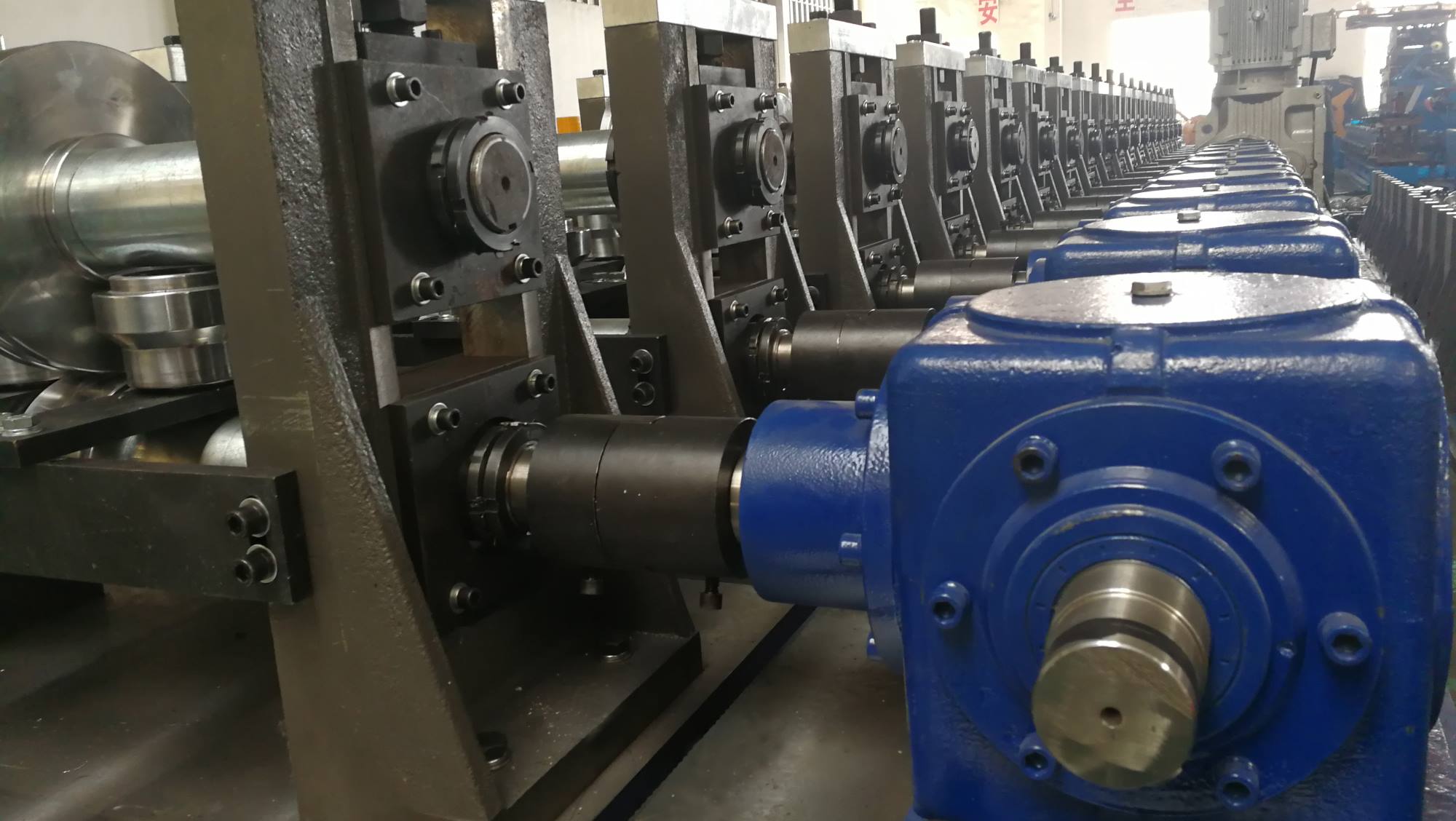
Driving system : |
Chain drive |
* Gearbox drive (Optional) |
|
Machine structure: |
Torri stands |
* Cast iron stands (Optional) |
|
Rollers’ material : |
GCr 15 |
* SKD-11 (Optional) |
|
Cutting system : |
Saw cut |
* Flying cut (optional) |
|
Frequency changer brand : |
Yaskawa |
* Siemens (optional) |
|
PLC brand : |
Siemens |
|
|
Power supply : |
380V 50Hz |
* Or according to your requirment |
|
Machine color : |
Industrial blue |
* Or according to your requirment |
1.Q: What kinds of experience do you have in producing pallet rack roll forming machine?
A: We have exported pallet rack production line to Pakistan, Mexico, Peru, Egypt, Australia and UK etc. In warehouse pallet racking system, we are able to manufacture Upright beam roll forming machine, Box beam roll forming machine, step beam roll forming machine and shelf panel roll forming machine etc. We are confident to solve your shelve problem.
2.Q: How many sizes can produce this machine?
A: We adopt cast iron structure or cantilever structure with automatic width-change and height-change system. One machine could produce several profiles, we would check your profile drawings to meet your needs. We are dedicated to provide cost-effective solutions.
3.Q: What is delivery time of step beam roll forming machine?
A: 80 days to 100 days depends on your drawing.
4.Q: What is your machine speed?
A: Machine’s working speed depends on drawing specially punch drawing. Normally forming speed is around 20m/min. In addition, considering the complicated punch holes, we recommend that you use a separate punch line to increase production speed, and it’s more cost-effective.
5.Q: How could you control your machine’s precision and quality
A: Our secret to producing such precision is that our factory has its own production line, from punching moulds to forming rollers, each mechanical part is completed independently by our factory self. We strictly control the accuracy at each step from design, processing, assembling to quality control, we refuse to cut corners.
6.Q: What is your after-sales service system?
A: We don’t hesitate to give you a two-years warranty period for whole lines, five years for motor: If there will be any quality problems caused by non-human factors, we will handle it immediately for you and we will be ready for you 7X24H. One purchase, lifetime care for you.





-
Others
-
scrap collector
-
pasting
-
mould change

-
guiding head
-
-
Out table
-
Non-powered

-
auto stacker

-
-
Cutting
-
Sawing cutting

-
flying shear

-
-
Driving
-
chain drive
-
gearbox drive
-
gearbox drive with coupling

-
-
Stands
-
wall panel stands

-
torri stands

-
forged iron stands

-
wall panel for C purlin

-
-
Punching
-
hydraulic punching station

-
punching press

-
roller punching
-
-
Feeding
-
leveling

-
servo feeding

-
-
Decoiler
-
Manual decoiler

-
hydraulic decoiler

-
double head decoiler

-























Related Products













CONTACT US
Contact US
Product Information
Quantity
Unit
Piece
Support order samples, customization, wholesale direct, and complete payment. If the product you look for does not have corresponding customized content, pls fill out the form below to contact us, and we will reply ASAP.